Johan Falk
Johan Falk
Slitter razor blades are needed to slit and convert plastic film to desired dimensions. This text focuses on common problems and their solutions when cutting or slitting blown film. It will go through 13 common problems for flexible packaging manufacturers. It also describes the most common parameter adjustments operators can do to avoid problems and optimize production. Visit our blog to read more about industrial blades and knives https://www.sollex.se/en/blog
Proper handling, packaging and coating of sharp slitter knives and razor blades are crucial for their long durability. Different packaging options depend on design, size, and quantity. Edge protection is essential for long storage. Coated razor blades stay sharp and do not rust longer than uncoated slitting blades.
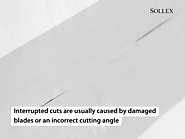
Interrupted slits are extremely important to avoid in the production of plastic film and foil. Interrupted cuts are usually caused by damaged blades or an incorrect cutting angle. Bottom knife runout or low lateral contact pressure can also be causes of interrupted slits.
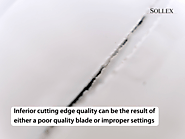
Inferior cutting edge quality can be the result of either a poor quality blade or improper settings during the cutting process. A blunt or burred blade alternately a blade with poor grinding will result in inferior cutting edges. Other reasons can be offset knives, blade vibrations or wrong web guidance.
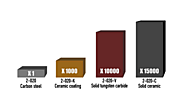
Steel is a relatively soft material that will not stand tough long-term abrasive wear. Bad steel gives bad durability where the edge will turn unsharp. Many factors influence abrasive wear and how blade material is removed. Fragments of the blade edge are separated generating small fractures in the blade edge. Similar to grinding the film grit will wear down the blade edge. Read more https://www.sollex.se/en/blog/post/13-common-problems-with-cutting-plastic-film-and-what-you-can-do-about-them
Equipment vibrations can ruin the blade and be the root course for short blade service. For top and bottom knives a too large knife overlap or out run bottom knives will severely diminish the blade service life time. Likewise it is important that the axial feed of top knives to bottom are the same as the material web. Finally incorrect regrinded knives will also play games with the cutting quality and the knife life-time.
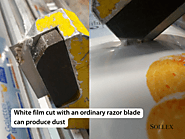
High-performance industrial razor blades provide a cleaner cut of web materials compared to top and bottom blades. Cleaner cuts reduce the presence of dust particles between film layers, resulting in a high-quality end product. Razor blades provide the best cut quality in plastic film production. Dust is the most unpleasant production factor for film manufacturers. Even if you use a razor blade, you can get dust. Every film is special and needs to be cut with the optimal blade.
It is a relatively common problem for film manufactures to tear film instead of cutting or slitting. Teared film gets useless, so avoiding tearing is imperative for the flexible packaging manufacturer. The material web line usually tears off at the point of intersection.We find several reasons for tearing. For razor blades tearing appears when the topography of the blade edge affects the web. A blade optimized for slitting film with white chalk may tear a thin stretched film at high speed.
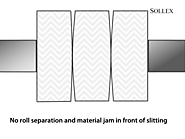
One possible serious consequence of a material tear can be the lack of separation of the rolls. Basically, the web of material does not separate because the tear glues the web of material back together due to electrostatic attraction. Other reasons for the non-separation of the rolls could be that the listing tools are damaged or the web tension is too high.
Another consequence of the tearing could be an uneven roll edge. Winding layer after layer of rough roll edge looks like absurd annual rings from a cut tree rather than a desired CD-disc. Again, blade edge friction and material type play an important role. Therefore, it is critical to have the right blades for the specific application. Annual rings can also be due to the fact that the material tension is inconsistent or that the shaft is loose. Or both.
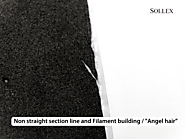
Non-straight section lines can occur when using the top and bottom knives. Non-straight section lines are usually the result of loose knives or runout of the bottom blade. Make sure the cutting equipment is properly fixed and the bottom knives are resharpened or new. "Angel hairs" is a clear sign that the cutting process is not working properly. Look for vibrations and monitor the operation of the top and bottom knives. It may be time to replace or regrind.
This text focuses on common problems and their solutions when cutting or slitting blown film how and you can avoid problems and optimize production.